Matte Stelle


Beschreibung
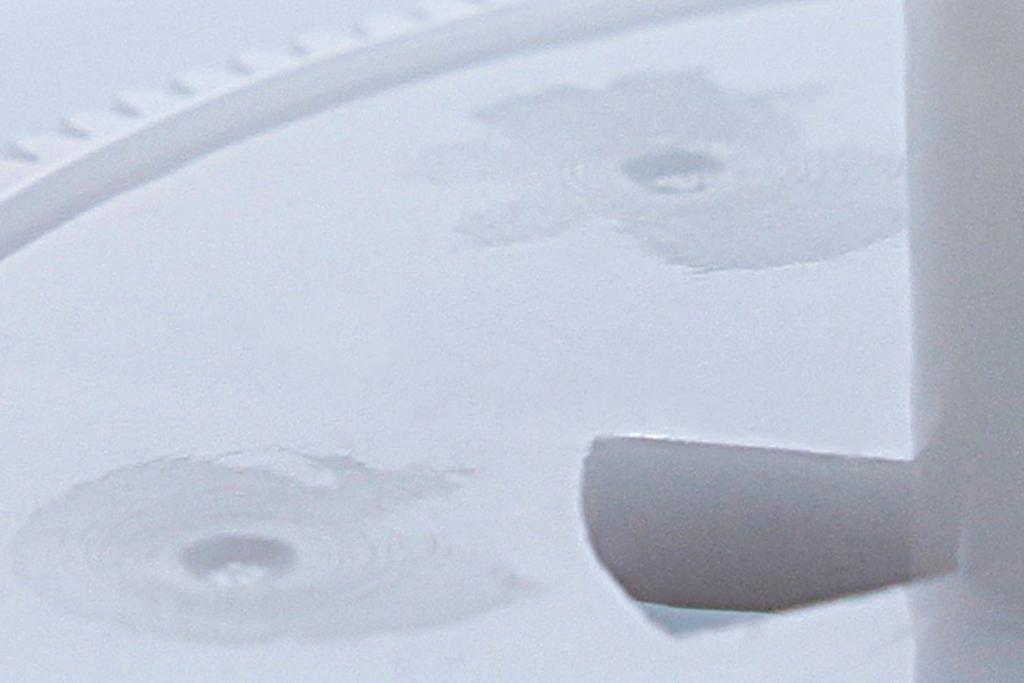
Die Formteiloberfläche weist im Anschnittbereich oder unmittelbar hinter Formteilkanten matte bis raue Stellen auf.
Ursache
Die Ursache für matte Stellen im Anschnittbereich ist in einem sehr schnellen Eintritt der Schmelze in die Kavität in Kombination mit zu klein dimensionierten Radien zu suchen. Treten matte Höfe hinter Umlenkungen oder Kanten auf sind diese in der Regel nicht kunststoffgerecht bzw. zu scharfkantig gestaltet. Durch die schnelle Einspritzung ergeben sich insbesondere bei hochviskosen (schwerfließenden) Formmassen hohe Schubspannungen an der Werkzeugwand und die Wandhaftung der bereits erstarrten Randschicht geht verloren. Die abgleitenden, hochgescherten Schichten erscheinen in Folge dessen als matte Stelle.
Fehlerquellen

Technologie
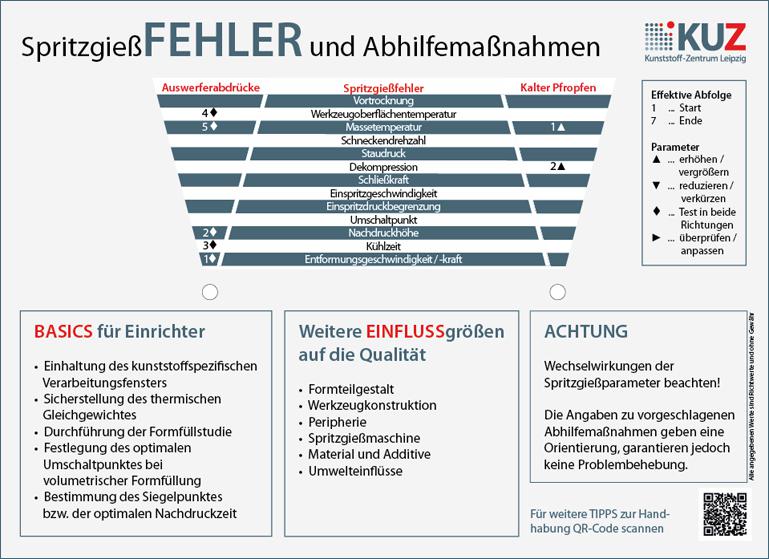
Maßnahmen
- Einspritzgeschwindigkeit reduzieren bzw. gestuft einspritzen (langsam am Fließwegende)
- Umschaltpunkt überprüfen
- Nachdruck erhöhen
- Werkzeugoberflächentemperatur erhöhen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) erhöhen/reduzieren
- Düsentemperatur erhöhen

Material
Maßnahmen
- Material mit besserer Fließfähigkeit einsetzen (z.B. durch Chargenwechsel oder Additive)
- Additive zur Verbesserung der Fließfähigkeit einsetzen
Unsere Angebote
Werkzeug
Maßnahmen
- Anschnittlage/-geometrie überprüfen (ggf. durch Werkzeugänderung modifizieren)
- Scharfkantige Übergänge vermeiden

Mensch
Maßnahmen
- Mitarbeiter schulen