Einfallstelle

Beschreibung
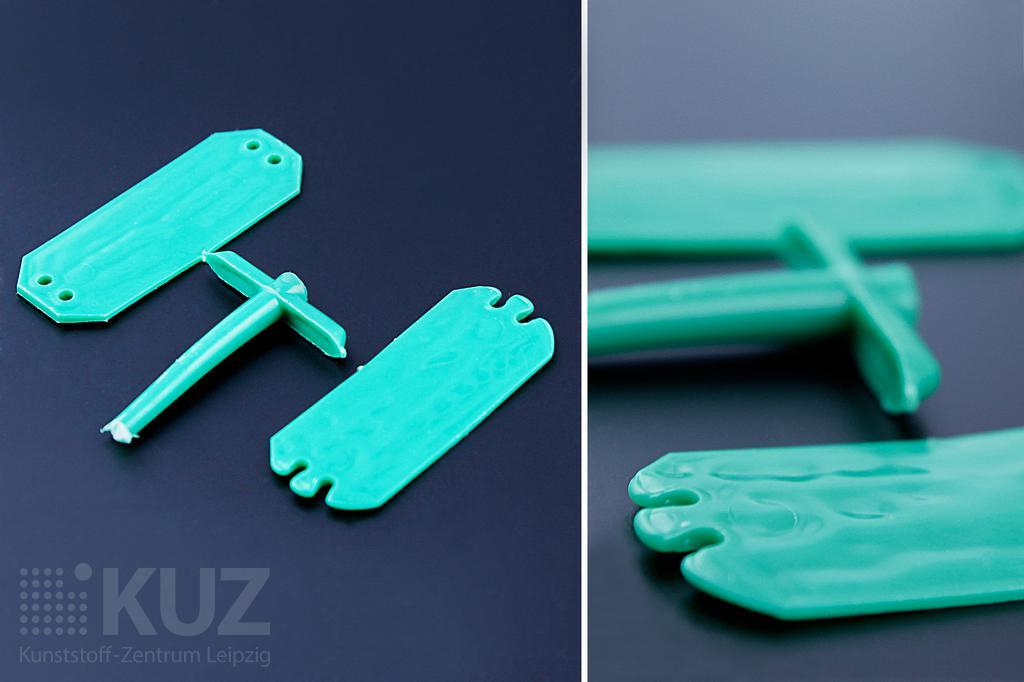
Einfallstellen sind Einsenkungen der Formteiloberfläche, die durch unterschiedliche Lichtreflexion vor allem im Bereich großer Wanddicken oder Masseanhäufungen sichtbar werden.
Ursache
Die Ursache liegt in der Schwindung des Kunststoffs infolge der Abkühlung. Wenn es in der Nachdruckphase nicht gelingt, den Kunststoff in der plastischen Seele so zu verdichten, dass diese Schwindung ausgeglichen wird, sind Einsenkungen der Formteiloberfläche in den betreffenden Bereichen die Folge.
Fehlerquellen

Technologie
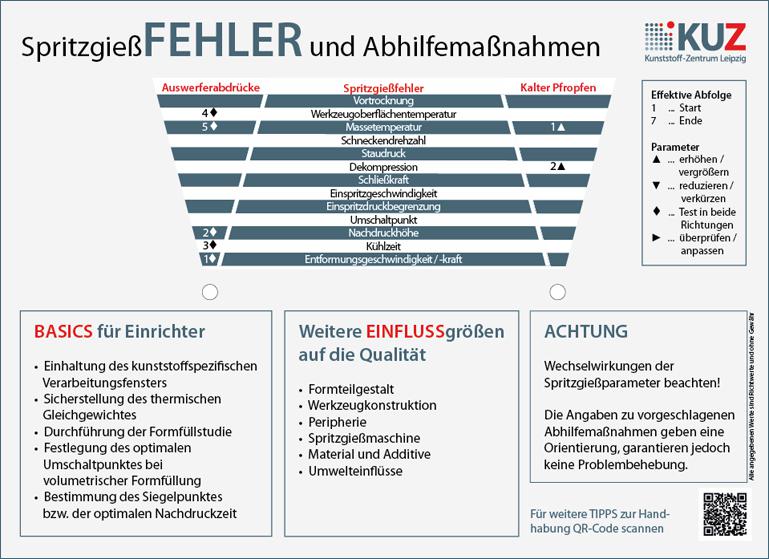
Maßnahmen
- Werkzeugoberflächentemperatur reduzieren
- Nachdruckzeit durch Siegelpunktbestimmung überprüfen
- Dosiervolumen erhöhen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) erhöhen/reduzieren
- Düsentemperatur erhöhen
- Massepolsterschwankungen reduzieren
- Umschaltpunkt überprüfen
- Nachdruck erhöhen
- Einspritzgeschwindigkeit erhöhen
- Kühlzeit verlängern

Spritzgießmaschine
Maßnahmen
- Düse mit größerer Bohrung einsetzen
- Rückstromsperre überprüfen
Unsere Angebote

Peripherie
Maßnahmen
- Temperiereffizienz überprüfen (z.B. Leistungsfähigkeit des Temperiergerätes, Länge und Durchmesser der Verschlauchung)
Unsere Angebote

Material
Maßnahmen
- Material mit geringer Schwindung einsetzen
Unsere Angebote
Werkzeug
Maßnahmen
- Anschnittlage/-geometrie überprüfen (ggf. durch Werkzeugänderung modifizieren)
- Temperierkanäle auf Rückstände prüfen, Durchflusskennlinien ermitteln (ggf. Reinigung und Vorbeugung regelmäßige Werkzeugwartung)
- Wärmeübergang verbessern
- Angussgestaltung überprüfen (ggf. Angussanbindung und Angussquerschnitt modifizieren)

Formteil
Maßnahmen
- Fließweg-Wanddicken-Verhältnis überprüfen
- Formteilgeometrie überprüfen (ggf. Masseanhäufungen reduzieren)

Mensch
Maßnahmen
- Mitarbeiter schulen