Brandstelle



Beschreibung
Die Formteiloberfläche weist am Fließwegende, im Bereich von Bindenähten oder Stegen lokal begrenzte Schwarzfärbungen auf. Diese Verbrennungen können gelegentlich in Kombination mit unvollständigen Formfüllungen einhergehen.
Ursache
Die Ursache für Brandstellen sind Entlüftungsprobleme in der Werkzeugtrennebene oder anderen Trennfugen, Entlüftungskanälen sowie Auswerferpassungen. Die Luft kann in diesem Bereich nicht hinreichend schnell entweichen, wird komprimiert und dadurch stark erhitzt (Dieseleffekt). Die Folge sind Verbrennungen des angrenzenden Kunststoffs, die zu aggressiven Spaltprodukten, Formbelag bis hin zur Schädigung der Werkzeugoberfläche führen können.
Fehlerquellen

Technologie
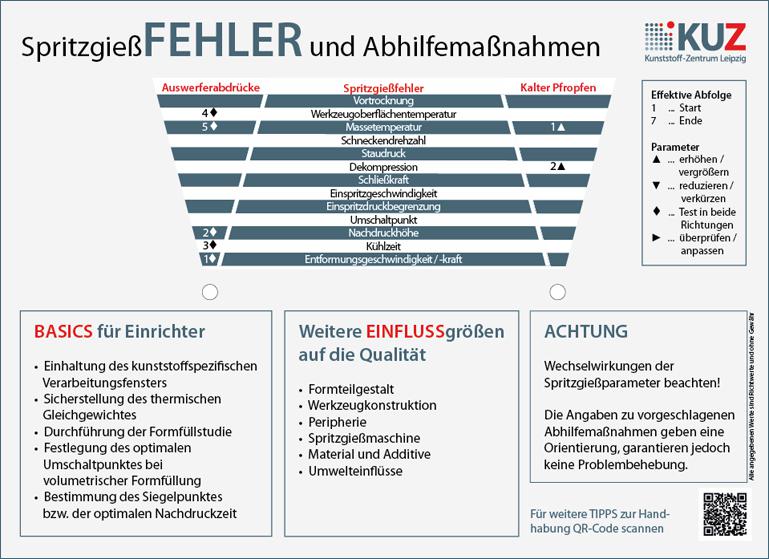
Maßnahmen
- Einspritzgeschwindigkeit reduzieren bzw. gestuft einspritzen (langsam am Fließwegende)
- Schließkraft überprüfen (ggf. reduzieren, um Entlüftung zu verbessern)
- Umschaltpunkt überprüfen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) reduzieren
- Werkzeugoberflächentemperatur reduzieren

Peripherie
Maßnahmen
- Temperiereffizienz überprüfen (z.B. Leistungsfähigkeit des Temperiergerätes, Länge und Durchmesser der Verschlauchung)
Unsere Angebote

Material
Maßnahmen
- Material oder Additive mit höherer thermischer Stabilität einsetzen
- Schwerfließenderes Material einsetzen (z.B. durch Chargenwechsel oder Additive)
- Material bezüglich Chargenschwankungen überprüfen
Werkzeug
Maßnahmen
- Anschnittlage überprüfen (ggf. durch Werkzeugänderung korrigieren)
- Entlüftungskanäle überprüfen (ggf. säubern)
- Werkzeugentlüftung überprüfen (ggf. durch Werkzeugänderung verbessern)

Formteil
Maßnahmen
- Formteilgeometrie überprüfen (ggf. Wanddickenunterschiede reduzieren)

Mensch
Maßnahmen
- Mitarbeiter schulen