Unvollständige Formfüllung


Beschreibung
Formteile mit unvollständiger Formfüllung zeigen mitunter starke Abweichungen von der Sollkontur. Sie sind meist angussfern (vor allem bei sehr langen Fließwegen) oder an dünnwandigen Stellen (z. B. Rippen) nicht vollständig ausgefüllt.
Ursache
Die Ursachen finden ihren Ursprung in einer Fließbehinderung, die sich z.B. aus einer mangelhaften Werkzeugentlüftung, frühzeitigen Erstarrung der Formmasse oder aus dem Einsatz hochviskoser Kunststoffe ergibt.
Fehlerquellen

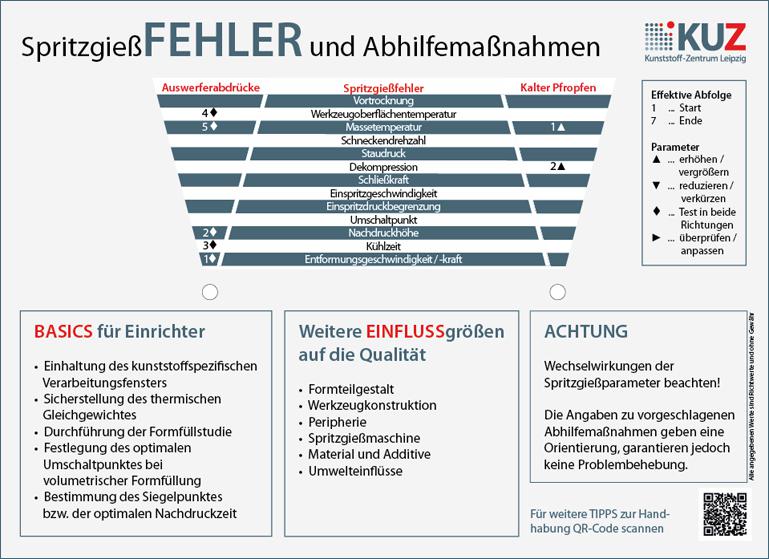
Technologie
Maßnahmen
- Umschaltpunkt überprüfen
- Dosiervolumen erhöhen
- Einspritzgeschwindigkeit erhöhen
- Werkzeugoberflächentemperatur erhöhen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) erhöhen
- Spritzdruckbegrenzung überprüfen (ggf. erhöhen)

Spritzgießmaschine
Maßnahmen
- Düse mit größerer Bohrung einsetzen
- Rückstromsperre überprüfen
- Maschine mit anderem Spritzaggregat testen
- Düsentemperatur prüfen (ggf. erhöhen)
Unsere Angebote

Peripherie
Maßnahmen
- Temperiereffizienz überprüfen (z.B. Leistungsfähigkeit des Temperiergerätes, Länge und Durchmesser der Verschlauchung)
- Trennung der Temperierkreisläufe und Versorgung über meherer Temperiergeräte realisieren
Unsere Angebote

Umwelt
Maßnahmen
- Einfluss der Umgebungstemperatur auf Zylinder- und damit Massetemperaturen reduzieren (ggf. Zugluft vermeiden, Heizzonen mit Isoliermanschetten nachrüsten)

Material
Maßnahmen
- Material mit besserer Fließfähigkeit einsetzen (z.B. durch Chargenwechsel oder Additive)
- Additive zur Verbesserung der Fließfähigkeit einsetzen
Unsere Angebote
Werkzeug
Maßnahmen
- Angussgestaltung überprüfen (ggf. Angusssystem modifizieren)
- Werkzeugentlüftung überprüfen (ggf. durch Werkzeugänderung verbessern)
- Entlüftungskanäle überprüfen (ggf. säubern)
- Werkzeug auf Kern- oder Werkzeugversatz prüfen
- Anschnittlage/-geometrie/-anzahl überprüfen (ggf. durch Werkzeugänderung optimieren)
- Isolierplatten einsetzen, um Wärmestrahlung zu reduzieren

Formteil
Maßnahmen
- Fließweg-Wanddicken-Verhältnis überprüfen
- Formteilgeometrie überprüfen (ggf. Fließfrontstillstand vermeiden)

Mensch
Maßnahmen
- Mitarbeiter schulen