Grat
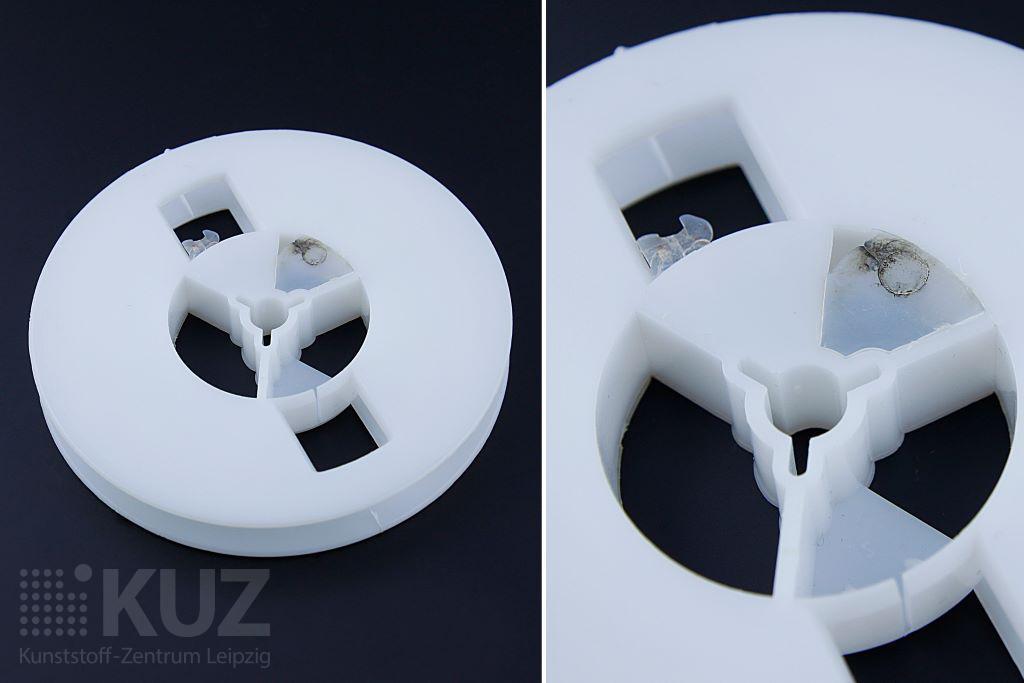

Beschreibung
Grate sind unregelmäßig gestaltete, dünne filmartige Schwimmhäute aus Kunststoff, die außerhalb der Formteilkontur liegen.
Ursache
Die Ursache liegt in der mangelnden Dichtigkeit des Werkzeuges bedingt durch zu große Werkzeugatmung, Fertigungstoleranzen oder Verschleiß. Die Schmelze hat die Möglichkeit in Bereiche außerhalb der Kavität einzudringen.
Fehlerquellen

Technologie
Maßnahmen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) reduzieren
- Schließkraft erhöhen
- Einspritzgeschwindigkeit reduzieren bzw. gestuft einspritzen (langsam am Fließwegende)
- Umschaltpunkt überprüfen
- Werkzeugoberflächentemperatur reduzieren
- Nachdruck reduzieren
- Dosiervolumen reduzieren

Spritzgießmaschine
Maßnahmen
- Maschine mit größerer Schließeinheit testen
- Schließkraftaufbau und Planparallelität der Werkzeugaufspannplatten überprüfen

Peripherie
Maßnahmen
- Temperiereffizienz überprüfen (z.B. Leistungsfähigkeit des Temperiergerätes, Länge und Durchmesser der Verschlauchung)
- Trocknereffizienz überprüfen (z.B. Leistungsfähigkeit des Trockners, Ausgangsfeuchte des Granulates prüfen und Trocknungsdauer entsprechend anpassen)
- Lagerung des Granulates überprüfen, gravierende Temperaturunterschiede zwischen Lager- und Verarbeitungshalle vermeiden (ggf. Bildung von Kondenswasser möglich)
- Verweilzeit des (getrockneten) Materials im Einfülltrichter verkürzen

Umwelt
Maßnahmen
- Einfluss der Luftfeuchtigkeit überprüfen (getrocknetes Material von Umgebungseinflüssen abschotten, z.B. Einfülltrichter abdecken)

Material
Maßnahmen
- Schwerfließenderes Material einsetzen (z.B. durch Chargenwechsel oder Additive)
- Material entsprechend der Herstellervorgaben trocknen
- Regeneratzusätze prüfen (ggf. Regeneratanteil reduzieren)
Werkzeug
Maßnahmen
- Angussgestaltung überprüfen (ggf. Angusssystem modifizieren)
- Überschreitung zulässiger Spaltmaße vermeiden
- Werkzeugsteifigkeit verbessern

Mensch
Maßnahmen
- Mitarbeiter schulen