Lunker


Beschreibung
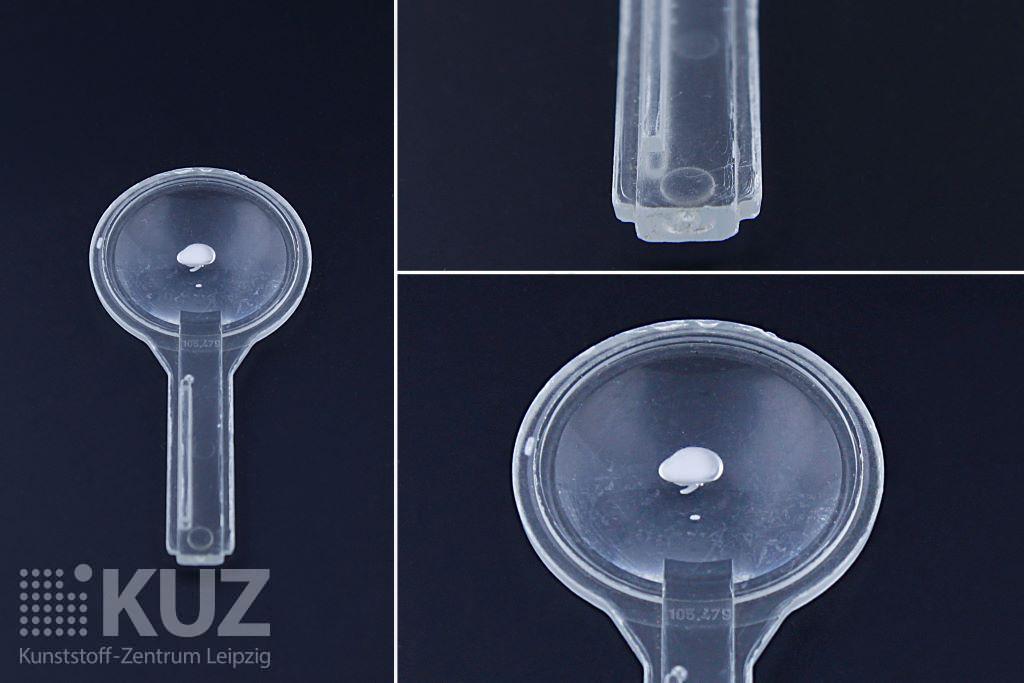
Lunker (Vakuolen) sind gas- bzw. luftleere Hohlräume unterschiedlicher Gestalt, die im Inneren eines Formteiles vorrangig im Bereich großer Wandstärken oder bei Materialanhäufungen auftreten. Sie sind nur bei transparenten und durchscheinenden Formteilen äußerlich sichtbar.
Ursache
Die Ursache liegt in der Schwindung des Kunststoffs infolge der Abkühlung. Wenn es in der Nachdruckphase nicht gelingt, den Kunststoff in der plastischen Seele zu verdichten und die erstarrte Randschicht nicht nachgibt, reißt der Kunststoff im Inneren des Formteils auf. In Folge dessen entstehen Hohlräume (Vakuolen) mit mehr oder weniger zerklüfteter Oberfläche.
Fehlerquellen

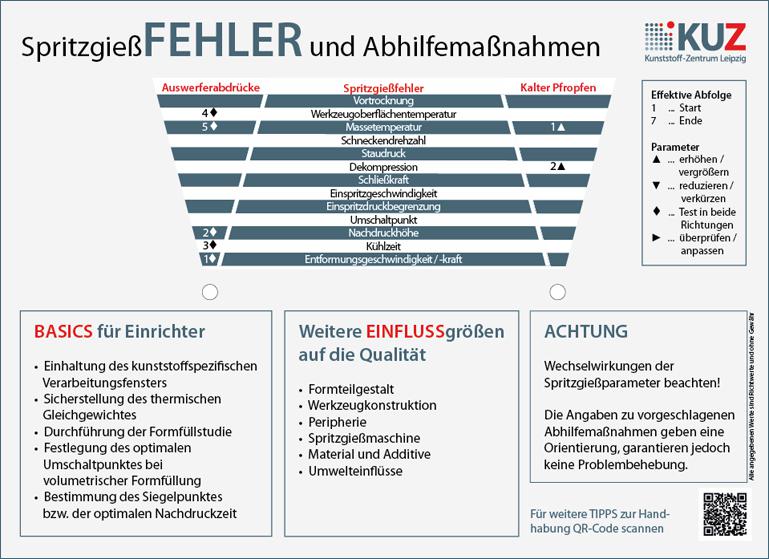
Technologie
Maßnahmen
- Zylindertemperatur (und ggf. Staudruck, Drehzahl) reduzieren
- Nachdruck erhöhen
- Einspritzgeschwindigkeit erhöhen
- Werkzeugoberflächentemperatur erhöhen
- Kühlzeit verlängern
- Umschaltpunkt überprüfen
- Nachdruckzeit durch Siegelpunktbestimmung überprüfen
- Dosiervolumen erhöhen
- Massepolsterschwankungen reduzieren

Spritzgießmaschine
Maßnahmen
- Düse mit größerer Bohrung einsetzen
- Rückstromsperre überprüfen
- Maschine mit größerem Spritzaggregat testen
Unsere Angebote

Peripherie
Maßnahmen
- Temperiereffizienz überprüfen (z.B. Leistungsfähigkeit des Temperiergerätes, Länge und Durchmesser der Verschlauchung)
Unsere Angebote

Material
Maßnahmen
- Material mit geringer Schwindung einsetzen
- Material mit geringer Kristallisationsgeschwindigkeit einsetzen
- Kristallisationsbegünstigende Additive substituieren
Unsere Angebote
Werkzeug
Maßnahmen
- Anschnittlage/-geometrie überprüfen (ggf. durch Werkzeugänderung modifizieren)
- Angussgestaltung überprüfen (ggf. Angussanbindung und Angussquerschnitt modifizieren)
- Temperierkanäle auf Rückstände prüfen, Durchflusskennlinien ermitteln (ggf. Reinigung und Vorbeugung regelmäßige Werkzeugwartung)
- Wärmeübergang verbessern

Formteil
Maßnahmen
- Formteilgeometrie überprüfen (ggf. Masseanhäufungen reduzieren)
- Fließweg-Wanddicken-Verhältnis überprüfen

Mensch
Maßnahmen
- Mitarbeiter schulen